Packaging Thermoforming Tooling
Packaging Thermoforming Tooling
Forming tool design determines cavity accuracy, wall thickness distribution, and the millions of tray cycles a production line can achieve.
Thermoforming Tool Fundamentals
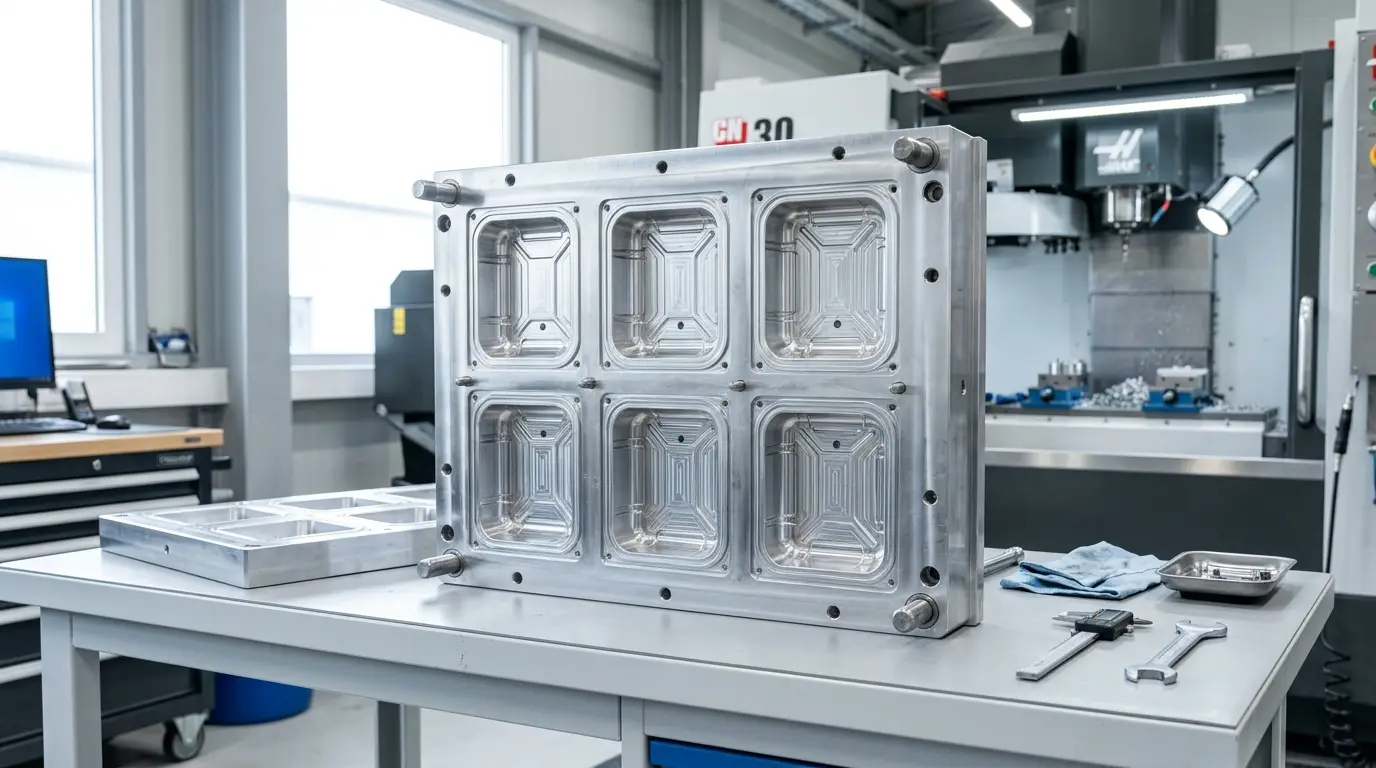
A thermoforming tool set consists of three primary components: the forming tool (female mold that defines the external tray geometry), the plug-assist tool (male pre-stretcher that improves material distribution into deep cavities), and the clamping frame (holds the film during forming). Together, these determine tray dimensional accuracy, corner radius, wall thickness distribution, and stacking stability.
Packaging thermoforming tools are typically designed for 5–10 million cycles at continuous line speeds. Tool longevity depends heavily on material choice, cooling system design, and the abrasiveness of the film being processed.
Tool Materials
Aluminium (AlCu4MgMn / 7075)
The dominant material for packaging thermoforming tools. Excellent thermal conductivity (160 W/m·K) enables fast, uniform cooling — critical for cycle time and dimensional consistency. Easy to machine, allowing complex cavity geometries. Typical tool life 3–8M cycles for standard APET/PP films. Surface hardness can be improved by hard anodising (increases to ~500 HV) or ceramic coating.
Steel (P20 / H13)
Used for high-wear applications (glass-filled PP, CPET) where aluminium surface degrades too rapidly. 3–5× higher density than aluminium increases tool weight, requiring more robust machine platens. Thermal conductivity ~35 W/m·K requires longer cooling dwell or active water cooling to match aluminium cycle times. Tool life typically 15–30M+ cycles.
Kirksite / Zinc Alloy
Low-cost tool material for prototyping and short-run production (<500K cycles). Can be cast rather than machined, enabling rapid tooling within days. Surface quality and dimensional accuracy are inferior to machined aluminium but adequate for concept validation and format trials.
Composite / Epoxy Tools
Resin-cast tools reinforced with aluminium powder or glass fibre, used for development samples and limited production runs. Fastest lead time (24–72 hours from CAD to tool), but limited to <50K cycles and low forming pressures. Ideal for packaging development without committing to production tooling cost.
Cavity Design Parameters
| Parameter | Guideline Value | Impact |
|---|---|---|
| Draw ratio (depth:width) | 0.5:1 – 0.8:1 standard | Wall thinning at corners |
| Corner radius | Min. 2–3× film gauge | Stress concentration, wall uniformity |
| Draft angle | 1–3° per side | Demoulding force and cycle time |
| Plug-assist coverage | 70–85% of cavity area | Bottom wall thickness uniformity |
| Cooling channel spacing | 15–25 mm from cavity surface | Cycle time and tray temperature at ejection |
Frequently Asked Questions
How do I improve wall thickness uniformity in deep trays?
Plug-assist tooling is the primary lever — the plug pre-stretches the film before vacuum/pressure forming, directing more material to the base and lower sidewalls. Plug material (Syntac, PTFE, aluminium) affects heat transfer to the film during plug contact. Heated plugs (60–80°C for PP) improve material flow into deep corners. FEA simulation of the forming process before tool manufacture predicts thinning hotspots and allows design optimisation.
What is the typical lead time for thermoforming tooling?
Production-grade aluminium thermoforming tools typically require 4–8 weeks from approved CAD to first samples. Complex multi-cavity tools (8+ cavities) may require 8–12 weeks. Kirksite or composite prototype tools can be produced in 3–7 days. Allow additional time for first-sample approval, dimensional CMM verification, and seal-tool matching validation before full production release.
How is thermoforming tooling qualified on a new line?
Tool qualification follows a structured IQ/OQ/PQ approach: Installation Qualification confirms tool dimensions, cooling connections, and machine interface. Operational Qualification defines forming temperature, pressure, plug timing, and cooling dwell parameters. Performance Qualification validates tray dimensions (CMM), wall thickness distribution (ultrasonic gauge), and top-load performance across the full production speed range.