Barrier Packaging Laminates
Barrier Packaging Laminates
High-barrier structures that protect oxygen- and moisture-sensitive products — from EVOH coextrusions to aluminium foil composites.
Why Barrier Laminates Matter
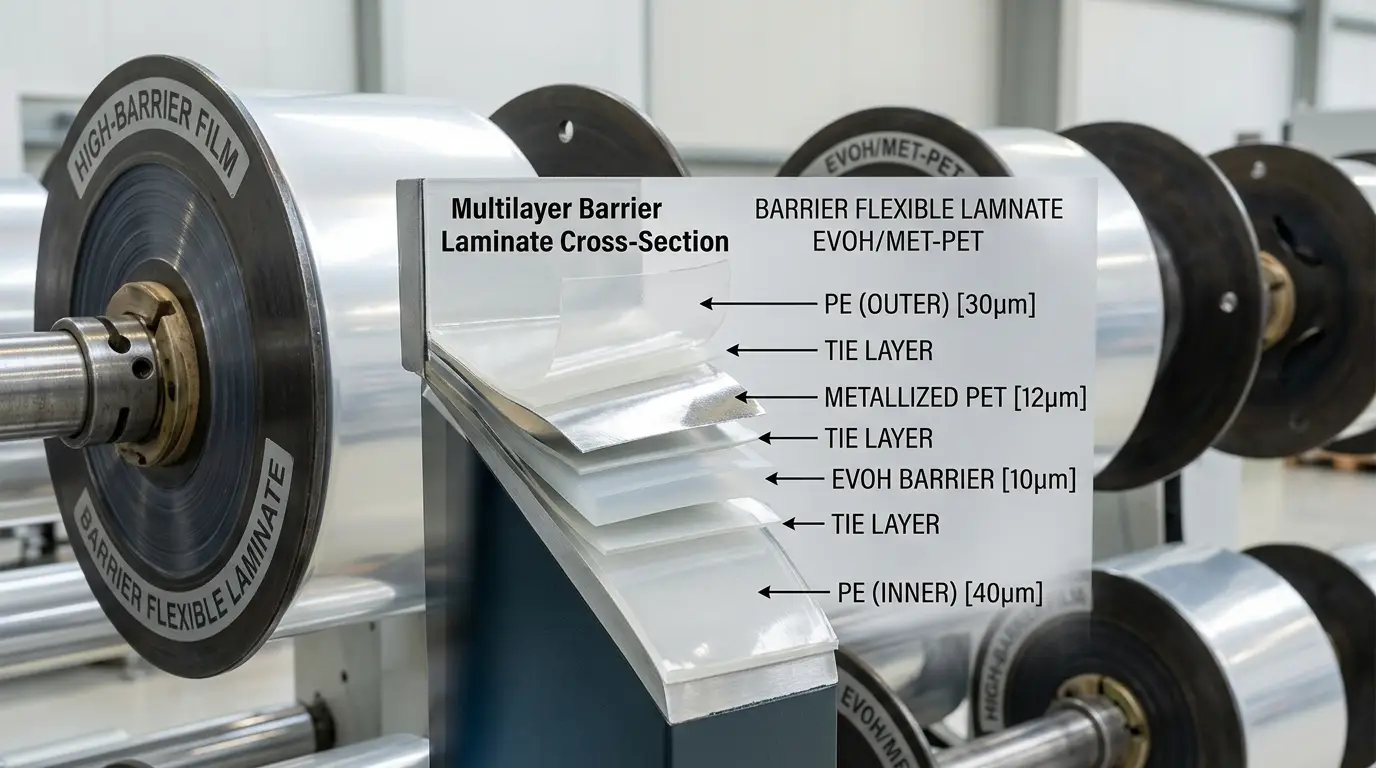
Barrier packaging laminates are engineered multilayer film structures designed to restrict the transmission of oxygen, moisture, light, aromas, and other gases through the package wall. Selecting the right barrier level is one of the most critical packaging engineering decisions: too little barrier leads to product degradation and shortened shelf life; too much barrier adds unnecessary cost and can compromise recyclability.
The principal barrier mechanisms used commercially are polymer barriers (EVOH, PVDC, PVdC), metallisation (vacuum-deposited aluminium), aluminium foil, and inorganic thin-film coatings (SiOx, AlOx). Each offers a different performance-sustainability trade-off.
EVOH — Ethylene Vinyl Alcohol
EVOH is the gold standard for transparent oxygen barrier in flexible packaging. Co-extruded as a thin layer (3–10 µm) sandwiched between polyolefin layers, EVOH achieves OTR values of 0.1–2 cc/m²/day — far superior to uncoated films. Key considerations:
Advantages
Excellent oxygen barrier at low humidity, outstanding aroma retention, food-contact approved, transparent (enabling product visibility), compatible with co-extrusion and lamination processes.
Limitations
Barrier performance degrades significantly at high relative humidity (>75% RH), making EVOH unsuitable as the sole barrier for high-moisture products without protective outer layers. EVOH-containing structures are not widely recyclable.
Metallised Films
Vacuum-deposited aluminium metallisation applies an extremely thin aluminium layer (typically 30–80 nm, less than 1% of foil thickness) onto BOPP, PET, or CPP substrates. Metallisation reduces OTR to 2–10 cc/m²/day and WVTR to 0.2–1 g/m²/day — sufficient for many ambient dry food applications.
Metallised films are lighter, more flexible, and easier to process than foil laminates, and they maintain recyclability in some mono-material configurations. Optical density (OD) of 2.5–3.0 provides effective light barrier for light-sensitive products such as crisps and chocolate.
Aluminium Foil Laminates
Aluminium foil (typically 6–12 µm) laminated between PET or BOPP and sealant layers provides near-absolute barrier against oxygen, moisture, light, and aromas — OTR effectively zero. Foil laminates are essential for:
| Application | Typical Structure | Shelf Life |
|---|---|---|
| Retort pouches | PET/Foil/CPP | 12–36 months |
| Coffee packaging | BOPP/Foil/PE | 12–24 months |
| Pharmaceutical blister | OPA/Foil/PVC or PVdC | 24–60 months |
| Aseptic carton liner | PE/Foil/PE | 12 months (ambient) |
| Pet food pouches | PET/Foil/PE | 18–24 months |
SiOx and AlOx Transparent Barrier Coatings
Inorganic oxide coatings deposited by plasma-enhanced chemical vapour deposition (PECVD) offer transparent, high-barrier performance combining the clarity of standard films with barrier approaching metallised structures. SiOx-coated PET achieves OTR of 0.5–3 cc/m²/day and is microwaveable — unlike foil. AlOx coatings offer comparable performance with excellent adhesion to PE structures, supporting recyclable mono-material designs.
Frequently Asked Questions
How do I choose between EVOH, metallisation, and foil?
The choice depends on required OTR, humidity exposure, transparency requirements, and sustainability targets. Foil provides the best barrier for long-life or retort products but limits recyclability and microwave use. EVOH coextrusions offer excellent barrier with transparency but are humidity-sensitive and not recyclable. Metallised films balance good barrier with recyclability in all-PP structures. Map your product's actual shelf life oxygen budget against each option's cost and recyclability profile.
What is the 'barrier threshold' for coffee packaging?
Ground coffee typically requires a total OTR below 5 cc/m²/24h at 23 °C/0% RH to maintain flavour integrity over 12 months. Whole bean coffee is less demanding (OTR < 20). Metallised BOPP/PE or foil laminates with one-way degassing valves are the standard formats; EVOH coextrusions can meet the threshold for shorter shelf-life products.
Are barrier laminates recyclable?
Most high-barrier laminates combining dissimilar polymers with foil or EVOH are not recyclable in current infrastructure. The industry is developing recyclable alternatives: all-PE structures with EVOH or SiOx coatings, and mono-material BOPP-based structures. The EU PPWR will mandate recyclability for most packaging categories by 2030, driving accelerated adoption of these alternatives.